在焊接自動化進(jìn)程中,激光焊縫跟蹤系統(tǒng)是保障焊接質(zhì)量、提升生產(chǎn)效率的核心設(shè)備,其作為自動焊槍的 “眼睛”,能在復(fù)雜惡劣的焊接環(huán)境中精準(zhǔn)識別焊縫輪廓,實(shí)現(xiàn)焊槍位置的動態(tài)調(diào)整,從根本上解決焊接過程中因工件偏差、熱變形等導(dǎo)致的焊接質(zhì)量問題。但市面上激光焊縫跟蹤系統(tǒng)品類繁多,技術(shù)參數(shù)與適配場景差異顯著,企業(yè)需結(jié)合自身焊接工藝、生產(chǎn)環(huán)境、工件特性等核心因素綜合選型,才能讓系統(tǒng)發(fā)揮最優(yōu)性能。本文從選型的核心原則出發(fā),拆解關(guān)鍵技術(shù)指標(biāo),結(jié)合應(yīng)用場景給出針對性選型策略,并梳理常見問題應(yīng)對方案,為企業(yè)選擇合適的激光焊縫跟蹤系統(tǒng)提供全面參考。

一、激光焊縫跟蹤系統(tǒng)選型的核心原則
激光焊縫跟蹤系統(tǒng)的選型并非單純追求高參數(shù),而是以“匹配實(shí)際需求、保障穩(wěn)定運(yùn)行、兼顧集成與后期維護(hù)”為核心原則,三大原則相互支撐,決定了系統(tǒng)能否適配企業(yè)的焊接產(chǎn)線:
需求匹配原則:優(yōu)先滿足焊接工藝的核心指標(biāo),如定位精度、跟蹤速度需與焊縫類型、焊接速度等,避免 “高參數(shù)浪費(fèi)” 或 “參數(shù)不足無法滿足需求”;
環(huán)境適配原則:焊接現(xiàn)場普遍存在高溫、煙塵、電磁干擾、工件表面反光等問題,系統(tǒng)需具備對應(yīng)的抗干擾、耐惡劣環(huán)境能力,保障長期穩(wěn)定工作;
集成與維護(hù)原則:系統(tǒng)需與企業(yè)現(xiàn)有自動化焊接設(shè)備(如焊接機(jī)器人、專機(jī))兼容,數(shù)據(jù)接口標(biāo)準(zhǔn)化,同時結(jié)構(gòu)簡單、維護(hù)便捷,降低后期操作與運(yùn)維成本。
二、激光焊縫跟蹤系統(tǒng)的核心技術(shù)指標(biāo)解析
激光焊縫跟蹤系統(tǒng)的性能由多項(xiàng)技術(shù)指標(biāo)決定,其中定位精度、掃描頻率、環(huán)境適應(yīng)性、分辨率是核心指標(biāo),直接影響跟蹤效果,而重復(fù)性、響應(yīng)時間等指標(biāo)則是系統(tǒng)穩(wěn)定性與實(shí)時性的重要保障,企業(yè)需精準(zhǔn)理解各指標(biāo)的意義及適配標(biāo)準(zhǔn):
定位精度:指系統(tǒng)測量結(jié)果與實(shí)際焊縫位置的偏差,是焊縫跟蹤的核心指標(biāo)。常規(guī)工業(yè)焊接要求定位誤差<0.1mm,汽車制造、精密機(jī)械等精密焊接工藝需控制在 0.05mm 以內(nèi),選型時需根據(jù)焊縫精度要求確定,且需關(guān)注Z 軸線性度,其直接決定焊槍垂直方向的定位誤差,對焊接質(zhì)量影響最大;
掃描頻率:即系統(tǒng)生成焊縫輪廓數(shù)據(jù)的速率,單位為 Hz,決定了系統(tǒng)的動態(tài)跟蹤能力。焊接速度越快,對掃描頻率的要求越高,常規(guī)自動化焊接需掃描頻率達(dá) 500Hz 以上,高速生產(chǎn)線則需數(shù)千 Hz,若掃描頻率不足,易出現(xiàn)數(shù)據(jù)延遲,導(dǎo)致焊槍路徑偏差;
分辨率:指系統(tǒng)能區(qū)分的焊縫最小距離變化,以微米(μm)為單位,決定了系統(tǒng)對細(xì)微焊縫輪廓的捕獲能力。對于坡口窄、形狀復(fù)雜的焊縫(如薄壁件焊縫、精密對接焊縫),需選擇微米級高分辨率系統(tǒng),才能清晰識別焊縫細(xì)節(jié);
環(huán)境適應(yīng)性:包含防護(hù)等級、耐高溫能力、抗振動沖擊、抗電磁干擾等維度。焊接現(xiàn)場粉塵大、有飛濺,系統(tǒng)防護(hù)等級至少需 IP65,惡劣環(huán)境下優(yōu)選 IP67;同時需耐受焊接區(qū)域的高溫(通常要求工作溫度 - 10℃~60℃),具備抗振動沖擊能力,避免因設(shè)備運(yùn)行、工件加工導(dǎo)致的傳感器損壞;
重復(fù)性:指相同條件下系統(tǒng)多次測量結(jié)果的一致性,反映系統(tǒng)的穩(wěn)定性。重復(fù)性越好,焊接質(zhì)量的一致性越高,避免因系統(tǒng)測量波動導(dǎo)致的焊縫缺陷;
響應(yīng)時間:從系統(tǒng)檢測到焊縫信息到輸出控制信號的時間,需控制在微秒至毫秒級,確保焊槍能實(shí)時響應(yīng)焊縫位置變化,無跟蹤延遲。
系統(tǒng)的測量范圍也需重點(diǎn)關(guān)注,Z 軸測量范圍需匹配焊縫的坡口深度、工件厚度,X 軸掃描寬度需覆蓋焊縫及周邊區(qū)域,避免因測量范圍不足導(dǎo)致無法完整識別焊縫。
三、主流激光焊縫跟蹤技術(shù)類型及適配場景
目前工業(yè)應(yīng)用中的激光焊縫跟蹤系統(tǒng),核心基于線激光三角測量、點(diǎn)激光位移測量兩大技術(shù),另有激光三維掃描技術(shù)為輔,不同技術(shù)的工作原理、性能特點(diǎn)差異顯著,適配的焊接場景各有側(cè)重,企業(yè)需根據(jù)自身焊縫類型、生產(chǎn)需求選擇對應(yīng)的技術(shù)類型,具體對比及適配建議如下:
線激光三角測量技術(shù):自動化焊接主流選擇
該技術(shù)是目前激光焊縫跟蹤的主流方案,通過激光器發(fā)射激光線照射焊縫表面,相機(jī)以固定角度捕捉激光線的形變,利用三角幾何關(guān)系計(jì)算焊縫的三維輪廓,可一次性獲取焊縫的完整剖面信息,無需額外機(jī)械掃描。
核心優(yōu)勢:定位精度高(±0.01%~±0.05% 滿量程)、掃描頻率高(500Hz 至數(shù)千 Hz)、實(shí)時性強(qiáng),非接觸式測量不會損傷工件,結(jié)構(gòu)簡單易維護(hù),適配多種焊縫形狀;
局限性:對工件強(qiáng)反光表面敏感,易受環(huán)境光干擾,測量范圍與精度受基線長度限制;
適配場景:適用于汽車制造、軌道交通、機(jī)械加工等大部分自動化焊接場景,可識別凹槽、凸臺、對接、角接等多種焊縫,尤其適合中高速生產(chǎn)線、復(fù)雜曲面焊縫的實(shí)時跟蹤。
點(diǎn)激光位移測量技術(shù):單點(diǎn)高精度檢測專用
該技術(shù)采用激光三角法或干涉法實(shí)現(xiàn)單點(diǎn)測距,通過快速機(jī)械掃描實(shí)現(xiàn)焊縫輪廓的獲取,核心聚焦于單點(diǎn)位置的高精度測量,數(shù)學(xué)關(guān)系與線激光類似,但僅能實(shí)現(xiàn)單點(diǎn)或少量點(diǎn)采樣。
核心優(yōu)勢:單點(diǎn)分辨率極高(±1μm 至 ±50μm)、響應(yīng)速度快(微秒級)、結(jié)構(gòu)緊湊,易于集成到小型焊接設(shè)備中,成本相對較低;
局限性:測量范圍有限(幾毫米至幾十厘米),需搭配機(jī)械掃描裝置才能實(shí)現(xiàn)整體焊縫輪廓分析,對表面反射率敏感;
適配場景:適用于焊縫關(guān)鍵部位的單點(diǎn)高精度檢測,如精密零部件的微小焊縫、焊縫缺陷局部檢測,或小型焊接專機(jī)的簡易跟蹤,不適合大范圍、復(fù)雜形狀焊縫的實(shí)時跟蹤。
激光三維掃描技術(shù):離線檢測與大型結(jié)構(gòu)輔助跟蹤
該技術(shù)結(jié)合激光投影與高速相機(jī),通過逐點(diǎn)或逐線掃描生成焊縫的三維點(diǎn)云,可獲取工件的完整三維形態(tài),核心技術(shù)包括結(jié)構(gòu)光、飛行時間(TOF)等。
核心優(yōu)勢:測量范圍大(米級),能獲取豐富的焊縫數(shù)據(jù),可用于后續(xù)建模與質(zhì)量分析,適配多種材料表面;
局限性:精度相對較低(亞毫米至毫米級),掃描速度慢,對高速動態(tài)跟蹤的響應(yīng)能力有限,設(shè)備成本高、體積大;
適配場景:主要用于焊縫的離線檢測、大型復(fù)雜結(jié)構(gòu)件(如船舶、壓力容器)的焊縫預(yù)掃描與建模,不作為高速自動化焊接的實(shí)時跟蹤首選,僅可作為輔助手段。
線激光三角測量技術(shù)是絕大多數(shù)自動化焊接生產(chǎn)線的最優(yōu)選擇,也是目前市場上的主流產(chǎn)品,企業(yè)選型時優(yōu)先考慮基于該技術(shù)的激光焊縫跟蹤系統(tǒng)。
四、不同應(yīng)用場景的針對性選型策略
在確定核心技術(shù)類型后,企業(yè)需結(jié)合自身焊接速度、焊縫形狀、工件材料、生產(chǎn)環(huán)境四大關(guān)鍵場景因素,細(xì)化選型要求,讓系統(tǒng)與實(shí)際生產(chǎn)高度適配,以下為不同場景的具體選型策略:
按焊接速度選型:低速焊接(<0.5m/min)可選擇掃描頻率 500~1000Hz 的常規(guī)系統(tǒng);中高速焊接(0.5~3m/min)需選擇掃描頻率 1000Hz 以上的高頻率系統(tǒng);超高速生產(chǎn)線(>3m/min)則優(yōu)先選擇掃描頻率 2000Hz 以上,且具備高速數(shù)據(jù)處理能力的系統(tǒng),同時搭配高速通信接口,避免數(shù)據(jù)延遲;
按焊縫形狀選型:普通直縫、角接焊縫可選擇基礎(chǔ)款線激光系統(tǒng);復(fù)雜曲面焊縫、不規(guī)則焊縫(如變坡口焊縫、斷裂焊縫)需選擇配備智能塊圖算法的系統(tǒng),部分場景可搭配多傳感器同步功能,擴(kuò)大檢測覆蓋范圍;薄壁件、精密焊縫則需重點(diǎn)關(guān)注微米級高分辨率,確保清晰識別細(xì)微輪廓;
按工件材料選型:焊接碳鋼、不銹鋼等易反光材料,或表面有氧化層、鍍層的工件,需選擇藍(lán)色波長激光源的系統(tǒng),藍(lán)色激光抗反光能力強(qiáng),能提高信噪比,減少測量誤差;焊接高溫工件(如焊后熱態(tài)工件、厚板焊接),則需選擇帶加熱冷卻系統(tǒng)的耐高溫型傳感器,確保系統(tǒng)在高溫環(huán)境下正常工作;
按生產(chǎn)環(huán)境選型:常規(guī)車間環(huán)境可選擇 IP65 及以上防護(hù)等級的系統(tǒng);粉塵大、焊接飛濺多、高振動的惡劣環(huán)境(如船舶制造、重型機(jī)械加工),需選擇 IP67 高防護(hù)等級,且具備抗振動、抗沖擊能力的系統(tǒng),同時可額外增加機(jī)械防護(hù)罩,保護(hù)傳感器;存在強(qiáng)電磁干擾的場景(如與大功率焊接設(shè)備同線),需選擇具備抗電磁干擾設(shè)計(jì)的系統(tǒng),避免信號失真。
五、激光焊縫跟蹤系統(tǒng)品牌選型要點(diǎn)
目前市面上主流的激光焊縫跟蹤系統(tǒng)品牌均基于線激光三角測量技術(shù),各品牌在精度、掃描頻率、環(huán)境適應(yīng)性、配套功能等方面各有特色,企業(yè)在品牌選型時,無需盲目追求進(jìn)口品牌,而是結(jié)合技術(shù)參數(shù)、配套服務(wù)、行業(yè)適配性綜合考量,以下為國內(nèi)外主流品牌的核心特性及選型參考:
1. 賽融(Servo-Robot)
賽融作為焊接視覺跟蹤領(lǐng)域的老牌廠商,深耕行業(yè)多年,主打高可靠性、強(qiáng)抗干擾。
核心參數(shù)與優(yōu)勢:定位精度可達(dá)±0.05mm,支持MIG/MAG、TIG、激光焊等全工藝覆蓋,兼容主流焊接機(jī)器人,定制化能力強(qiáng),可適配大型構(gòu)件、異形焊縫跟蹤。
適配場景:船舶制造、壓力容器、鋼結(jié)構(gòu)、工程機(jī)械等重工業(yè)中厚板焊接,尤其適合工況惡劣、焊縫形態(tài)復(fù)雜的生產(chǎn)線。
選型關(guān)鍵:預(yù)算充足、追求長期穩(wěn)定性,且焊接環(huán)境差、焊縫難度高的企業(yè)優(yōu)先選擇;依托全球化服務(wù)網(wǎng)絡(luò),適合大型項(xiàng)目與批量產(chǎn)線部署。
2. 基恩士(KEYENCE)
基恩士依托精密測量技術(shù)積淀,產(chǎn)品以高集成度、易操作、高精度為核心亮點(diǎn),主打精密焊接場景的輕量化部署,是高端精密焊接的熱門選擇。
核心參數(shù)與優(yōu)勢:動態(tài)跟蹤精度±0.05mm,重復(fù)定位誤差≤±0.03mm,采樣響應(yīng)速度快;傳感器體積小巧,安裝靈活,適配狹小空間焊接;
適配場景:汽車白車身、3C電子、精密五金、新能源零部件等薄壁小件、高速高精度焊接場景。
選型關(guān)鍵:追求設(shè)備集成度、操作便捷性,且焊接工件精度要求高、工況相對潔凈的企業(yè);適合標(biāo)準(zhǔn)化、高速化的中小規(guī)模精密產(chǎn)線。
3. 鐳爍光電
鐳爍作為國產(chǎn)激光焊縫跟蹤頭部品牌,主打性價(jià)比、本土化適配、強(qiáng)兼容性,兼顧精度與抗干擾能力,可完美替代同類進(jìn)口產(chǎn)品,是國產(chǎn)自動化產(chǎn)線的優(yōu)選。
核心參數(shù)與優(yōu)勢:檢測精度高達(dá)±0.01mm,掃描頻率適配高速焊接需求,防護(hù)等級IP67,耐高溫、抗振動;采用藍(lán)光激光+多光譜融合技術(shù),應(yīng)對反光工件、復(fù)雜焊縫效果出色;內(nèi)置AI焊縫識別算法,支持窄間隙、熱變形焊縫跟蹤,兼容EtherCAT、Profinet等主流工業(yè)協(xié)議,適配各類機(jī)器人與專機(jī);本土化研發(fā),支持非標(biāo)定制,售后響應(yīng)快、調(diào)試成本低。
適配場景:汽車零部件、鋼結(jié)構(gòu)、管件、鈑金等通用工業(yè)焊接,兼顧精密小件與常規(guī)中厚板,適配各類常規(guī)與惡劣工況。
選型關(guān)鍵:追求高性價(jià)比、本土化服務(wù),需要兼顧精度與工況適應(yīng)性,且有設(shè)備改造、非標(biāo)需求的中小企業(yè)及國產(chǎn)產(chǎn)線優(yōu)先選擇。
品牌選型的核心關(guān)注要點(diǎn):
一是參數(shù)匹配,確保精度、掃描頻率等核心指標(biāo)滿足需求;
二是兼容性,系統(tǒng)的數(shù)據(jù)接口需與企業(yè)現(xiàn)有焊接機(jī)器人、PLC 等設(shè)備兼容,支持主流通信協(xié)議;
三是行業(yè)經(jīng)驗(yàn),優(yōu)先選擇在企業(yè)所屬行業(yè)有成熟應(yīng)用案例的品牌,其系統(tǒng)更貼合行業(yè)焊接需求,如在汽車門環(huán)、天窗激光拼焊方面,鐳爍光電擁有大量的項(xiàng)目經(jīng)驗(yàn);
四是配套服務(wù),包括設(shè)備校準(zhǔn)、安裝調(diào)試、后期維修等,保障設(shè)備正常運(yùn)行。
六、實(shí)際應(yīng)用中常見問題及解決方案
即使選配合適的激光焊縫跟蹤系統(tǒng),在實(shí)際焊接現(xiàn)場仍可能因安裝、環(huán)境、工件等因素出現(xiàn)測量誤差、焊縫識別失敗等問題,企業(yè)需掌握常見問題的原因及應(yīng)對方案,同時做好預(yù)防措施,確保系統(tǒng)穩(wěn)定運(yùn)行:
常見問題及針對性解決辦法
測量誤差較大:多因工件表面反射強(qiáng)烈導(dǎo)致信號失真,或環(huán)境光干擾、安裝角度不合理。解決方案為使用藍(lán)色波長激光提高信噪比,增加軟件濾波算法,優(yōu)化傳感器安裝角度,同時屏蔽環(huán)境光;
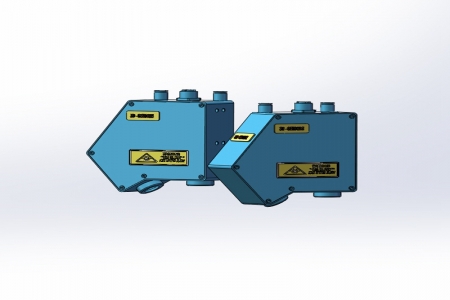
焊縫識別失敗:主要原因是焊縫形狀復(fù)雜、斷裂,或掃描范圍未覆蓋焊縫。解決方案為配備智能塊圖算法,提升焊縫輪廓識別能力,采用雙頭傳感器設(shè)計(jì)擴(kuò)大檢測覆蓋區(qū)域,重新校準(zhǔn)傳感器的掃描范圍與測量參數(shù);
數(shù)據(jù)延遲導(dǎo)致路徑偏差:因掃描頻率不足、數(shù)據(jù)處理瓶頸,或通信協(xié)議效率低。解決方案為提升傳感器采樣頻率,優(yōu)化數(shù)據(jù)處理算法,更換高速通信接口(如 EtherCAT),減少數(shù)據(jù)傳輸時間;
環(huán)境干擾導(dǎo)致信號不穩(wěn):受電磁干擾、高溫?zé)焿m、傳感器積灰等因素影響。解決方案為增加電磁屏蔽措施,選用高 IP 等級設(shè)備,定期清潔傳感器鏡頭與防護(hù)罩,及時清理焊接煙塵。
通用預(yù)防措施
合理安裝固定傳感器,增加減震裝置,避免因設(shè)備振動導(dǎo)致的測量偏差;
根據(jù)工件材料特性選擇適配的激光波長,從源頭減少反光、信號失真問題;
建立定期維護(hù)制度,對傳感器進(jìn)行校準(zhǔn)、清潔,檢查防護(hù)裝置的完整性;
對操作人員進(jìn)行專業(yè)培訓(xùn),確保正確設(shè)置系統(tǒng)參數(shù)、規(guī)范操作設(shè)備。
七、選型總結(jié)與后續(xù)建議
選擇合適的激光焊縫跟蹤系統(tǒng),本質(zhì)是“從實(shí)際生產(chǎn)需求出發(fā),將技術(shù)參數(shù)、場景適配、品牌服務(wù)三者有機(jī)結(jié)合”。企業(yè)在選型前,需先明確自身的焊接工藝要求(精度、速度)、工件特性(材料、焊縫形狀)、生產(chǎn)環(huán)境(溫濕度、粉塵、干擾),再確定核心技術(shù)類型(優(yōu)先線激光三角測量技術(shù)),細(xì)化關(guān)鍵技術(shù)指標(biāo),最后結(jié)合品牌特性與配套服務(wù)完成選型。
優(yōu)質(zhì)的激光焊縫跟蹤系統(tǒng)不僅能提升焊接質(zhì)量的一致性,減少焊縫缺陷,還能降低人工干預(yù),提高生產(chǎn)效率,為企業(yè)的焊接自動化升級奠定堅(jiān)實(shí)基礎(chǔ)。只有選對、用好激光焊縫跟蹤系統(tǒng),才能真正發(fā)揮焊接自動化的優(yōu)勢,實(shí)現(xiàn)降本增效、提升產(chǎn)品競爭力的目標(biāo)。